

保定美沃工程材料科技有限公司
http://www.meiwocell.com/
---- 地址:保定市徐水区大王店工业区
---- 邮编:071000
---- 手机:18131250258
---- 联系人:王经理
---- 传真:4008266163-16688
---- 邮箱:youzhen.wang@meiwopmi.com
---- QQ:401370147
---- http://www.meiwocell.com
下面我将详细解释这种复合材料的典型成型工艺,并探讨“注塑”在其中可能的角色。
一、核心工艺:热压罐/模压成型(非注塑)
这是生产高质量、高可靠性碳纤维PMI泡沫夹芯板的标准方法。其工艺流程如下:
1. 设计与铺层:
根据产品需求设计碳纤维预浸料(Prepreg)的铺层顺序和方向。
将PMI泡沫芯材切割成所需形状。
在模具上依次铺设:脱模布 → 透气毡 → PMI泡沫芯材 → 碳纤维预浸料(按设计方向铺放)→ 隔离膜 → 吸胶毡 → 透气毡等。
2. 合模与封装:
将铺层好的组合体放入模具中,闭合模具。
使用真空袋(Vacuum Bag)和密封胶带对整个组件进行封装,确保能形成有效的真空环境。
3. 固化过程(关键步骤):
进罐:将封装好的组件放入热压罐中。
抽真空:启动真空泵,抽出袋内空气,使预浸料紧密贴合在芯材和模具上,同时排出挥发物和气泡。
升温与加压:按照预设的程序,热压罐同时升高温度和压力。
温度:使预浸料中的树脂熔化、流动并浸润纤维。PMI泡沫本身在高温下(通常<180°C)也能保持稳定,但需严格控制温度曲线以避免其分解或性能下降。
压力: 迫使树脂充满纤维束之间的空隙,压实复合材料,并确保碳纤维面板与柔软的PMI泡沫芯材之间形成牢固的机械嵌合和一定的粘结力。这是整个工艺的核心,压力帮助解决了泡沫芯材无法承受高压注塑的问题。
保温保压:在特定温度和压力下保持一段时间,使树脂充分交联固化。
降温降压:按程序缓慢冷却和释放压力,避免制品变形或产生内应力。
4. 脱模与后处理:
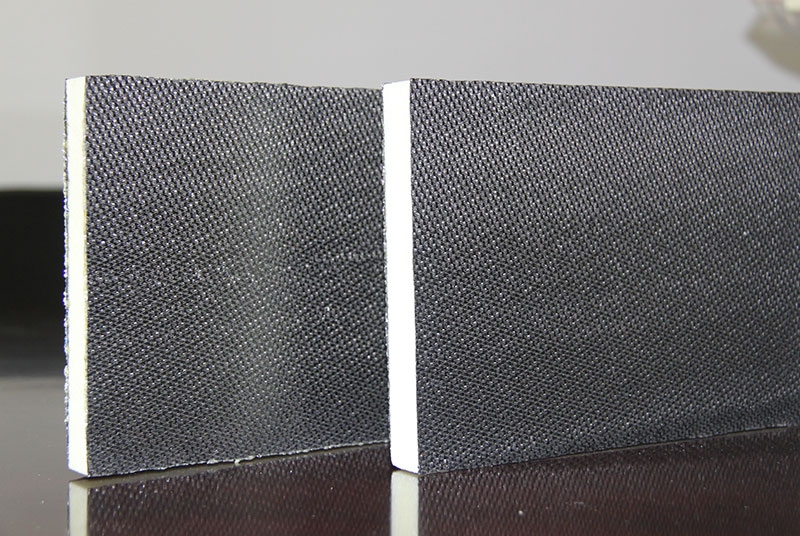
从热压罐中取出模具,脱模得到成型的碳纤维-PMI泡沫夹芯板。
进行修边、钻孔、表面处理等后工序。
二、“注塑”工艺的可能角色与应用场景
虽然主体不是注塑,但“注射”或“灌注”的概念在以下环节可能出现:
1. RTM(树脂传递模塑)工艺的变种:
这是一种更接近“注塑”思想的工艺,可用于制造此类夹芯结构。
流程: 先将干燥的碳纤维织物或编织物铺放在下模中,中间放置PMI泡沫芯材,然后合上上模。通过注射口将液态树脂(如环氧树脂)在压力下注入密闭的模腔中,树脂会浸润纤维并包裹住泡沫芯材。
与注塑的区别:这里的“注射”是树脂在常温或低温下注入干纤维,然后一起加热固化。它避免了预浸料的使用,但设备和模具成本高,对树脂流动性和模具密封性要求非常高。PMI泡沫须能够耐受树脂注射压力和后续固化温度。
2. 局部注射/点胶(用于二次加工或修补):
目的: 在已固化的夹芯板结构中,如果需要增加局部强度或固定某些部件,可能会采用注射的方式将结构胶或树脂注入碳纤维面板与泡沫芯材之间。
应用场景:加强筋与面板的连接、嵌入件的安装、修补因撞击造成的分层缺陷等。
3. 泡沫芯材的制备(化学发泡):
PMI泡沫本身是通过单体聚合反应并伴随发泡剂分解来“注塑”或“浇注”成型的。但这属于泡沫原料的生产阶段,与末端的复合材料成型是两回事。

| 地址: |
| 电话: |
| 传真: |
| 邮箱: |
| 保定市徐水区大王店工业区 | 18131250258 | 4008266163-16688 | youzhen.wang@meiwopmi.com |
| 扫一扫 |
| 关注 |
| 进入手机站 | 微信公众号 |







 冀公安备13060902000244号
冀公安备13060902000244号