

保定美沃工程材料科技有限公司
http://www.meiwocell.com/
---- 地址:保定市徐水区大王店工业区
---- 邮编:071000
---- 手机:18131250258
---- 联系人:王经理
---- 传真:4008266163-16688
---- 邮箱:youzhen.wang@meiwopmi.com
---- QQ:401370147
---- http://www.meiwocell.com
碳纤维 pmi 加芯泡沫的制造工艺
一、材料与结构概述
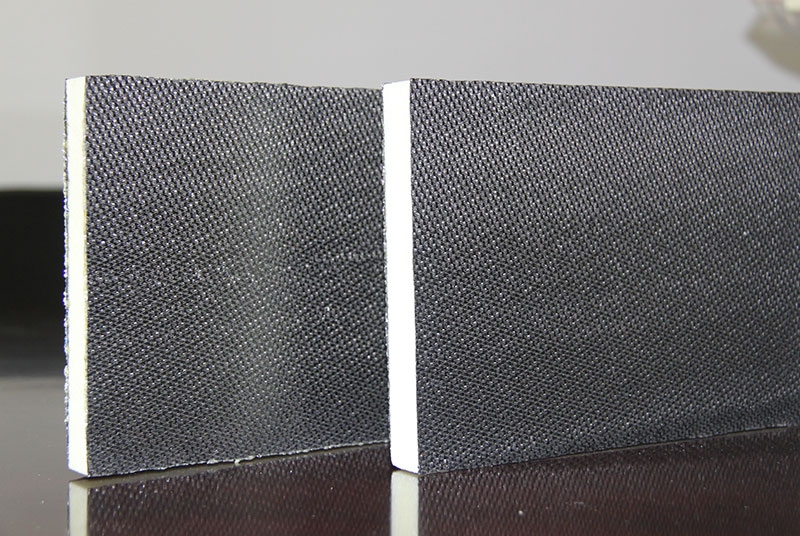
芯材为聚甲基丙烯酰亚胺(pmi)泡沫,特点是闭孔、各向同性、耐热性好(热变形温度约180~240℃),并具备良好的抗压蠕变性能,可作为结构单元参与承载。面板通常采用碳纤维预浸料(cfrp),也可选玻璃纤维;面板与芯材之间可通过胶膜或直接共固化实现可靠粘接。该结构兼具轻质、高强与可设计性,广泛用于航空航天、轨道交通等领域。
二、标准制造路线(预浸料-共固化)
下料与加工:按构件外形与厚度对pmi泡沫芯材进行数控切割/修型;当芯材高度较大或需拼接时,采用低密度糊状胶粘剂在常温拼接,胶粘剂需满足中高温固化与与预浸料工艺相容的要求。
铺层与配胶:在60~80℃环境下铺设2层cfrp预浸料作为上下蒙皮,并在蒙皮上铺设胶膜(如需)。预浸料常见含胶量40~60%。
夹层装配:将带胶膜的蒙皮贴合到上下泡沫芯面,控制芯材对蒙皮的过盈量以在固化时形成必要背压;必要时设置压力垫改善压力传递与厚度控制。
固化与后处理:采用真空袋-烘箱/热压罐共固化,典型工艺为180~200℃、0.2~0.4 mpa、1.5~2 h;出炉冷却、脱模并按需进行外形修整与机加。
三、关键工艺控制要点
背压与蠕变控制:pmi泡沫的抗压蠕变是将“过盈量”转化为固化背压的前提。背压需结合树脂含量、固化体系、面板厚度综合设定,以确保层间排气、浸润与尺寸稳定。
工装与压力传递:常用“软硬合模”工装——以殷钢硬模确保气动外形,真空袋侧设置复合材料压力垫形成软模,配合定位销实现稳定传压与外形精度。
芯材高度补偿:全高度泡沫芯在温度与压力作用下存在压缩,需在高度方向预留压缩余量,确保固化后外形与气动轮廓满足设计要求。
拼接与耐热匹配:当芯材需拼接以适配大尺寸构件时,选用脂环胺/芳香胺复合固化剂配制的低密度糊状胶,实现常温成型+中高温固化,满足ep预浸料-pmi工艺窗口与耐热需求。
四、替代成型路线与应用场景
高压釜共固化:一侧硬模、一侧软模(真空袋),通过抽真空与加压实现面板固化与面板-芯材共固化,可获得高表面质量与良好界面结合。
rtm/灌注成型:采用rtm(树脂传递成型)将低粘度树脂注入夹层腔体,适合大批量、复杂曲面部件;若使用蜂窝夹层,需密封蜂窝孔格以防树脂侵入。
共胶接成型:先以发泡胶粘接次级零件形成骨架并预固化,再与cfrp蒙皮整体胶接固化;该路线流程复杂但可修整阶差,利于实现复杂几何与装配精度。
典型应用:用于飞行控制部件、直升机旋翼、运动器材等高比强度/高比刚度场景;在汽车扰流板等轻量化部件中,cfrp/pmi夹层相较传统abs/pc方案可显著减重。

| 地址: |
| 电话: |
| 传真: |
| 邮箱: |
| 保定市徐水区大王店工业区 | 18131250258 | 4008266163-16688 | youzhen.wang@meiwopmi.com |
| 扫一扫 |
| 关注 |
| 进入手机站 | 微信公众号 |







 冀公安备13060902000244号
冀公安备13060902000244号